

From the decoration of vehicles through to the printing of textiles, and from packaging to printed electronics, there is hardly an industry that won’t be positively affected by the step-change in industrial printing technology. Recent advances in higher viscosity fluids are set to drive adoption into new industrial applications with manufacturers now able to tap into a wealth of opportunities.
The possibilities of better product customisation, sustainability and lower costs in manufacturing and industry will mean huge commercial advantages across many sectors. Previously dominated entirely by analogue deposition processes, new printing technology is the key to unlocking potential across the board.
Our manufacturing and industrial expert, Peter Brown, provides a snapshot of just a few applications where he sees the biggest impacts will be made ranging from additive manufacturing (3D printing) to transport decoration, textiles to packaging, security printing as well as printed electronics, all areas where these advances are due to have significant commercial impact.
First, some background
Digital printing – most commonly, industrial inkjet – has become a resounding success story over the past 30 years and is now an indispensable tool in many applications.
Decoration of all sorts of substrates is an obvious area of success, including ceramic tile, paper, plastic, glass, metal and textile, to name a few. More recently, inkjet has been used in additive manufacturing applications.

The technical benefits of industrial inkjet are obvious: the ability to print additively in a drop-on-demand manner provides huge flexibility and greater sustainability through reduced use of inks than conventional printing.
Nevertheless, the penetration of inkjet into many valuable markets and applications has been prevented by well-known restrictions on the types of fluids that can be ejected, the most significant of which is that the viscosity must be kept low – typically below 30 cP, in some cases even less.
This limitation has a profound effect on the chemistry of the fluid that can be ejected and is why inkjet was restricted in its adoption to only a few applications. Functional fluids – fluids that have useful properties beyond simply colouration – usually require ingredients that cause the viscosity to increase well beyond 30 cP.
For example, paints and inks may have similar pigments in them, but paints include binders, crosslinking agents, adhesion promoters and the like that transform the fluid into the highly functional, more viscous liquid with which we are all familiar.

Higher viscosity fluids also provide other advantages. For example, they stabilise higher density particles which further expands the range of fluids that can be ejected. Higher viscosity fluids also allow higher solids loading, by reducing the volume of carrier fluid required to attain a printable viscosity.
Given that ink costs are often the highest contribution to the total cost of a printed object, this is a significant saving. This has been the situation since the inception of industrial inkjet in the early 1990s. Until now.
Recent higher viscosity ink advances
Recently, Xaar launched its 2002 printheads that take advantage of improved manufacturing processes to provide high quality, reliable printing and coating at a reasonable cost. The head has a through-flow ink path, exhibits high uniformity and incorporates Xaar’s High Laydown Technology, all of which means it is ideally suited to a wide range of industrial applications.
Arguably of greatest significance, Xaar has demonstrated that these printheads, thanks to its Ultra High Viscosity Technology, are capable of printing inks exhibiting viscosities of up to 100 cP. Furthermore, these heads can tolerate elevated temperatures which means the room temperature viscosity could be even higher, perhaps 100s cP, depending on the fluid.
In a further recent advance, last year Xaar also launched its Aquinox printhead which means that not only can Xaar technology cope with high viscosity inks, but it is also compatible with aqueous carriers. This lifts a further significant restriction on the formulation of inks.
The impact of these benefits is discussed later. However, for some applications there is an alternative that can also deliver high viscosity digital printing.
An alternative to industrial inkjet – valvejet
When people think about industrial digital deposition technologies, they usually think inkjet is the only technology available. That’s not quite true – valvejet is an alternative technology that has been around for over 30 years that also ejects droplets on demand.
This technology was developed initially for digital carpet decoration, which requires the droplets to be delivered with high momentum to penetrate into the deep pile of the carpet. Valvejet does this by pressurising the cavity behind the nozzle and then opening and closing a valve rapidly to eject a droplet.
Initially, valvejet heads had exceptionally low nozzle density (1-2 nozzles per inch) and ejected large droplets (up to microlitres). Recently, developments have seen nozzle densities increase and droplet sizes decrease, which means it is now realistic to consider this as a potential technology for industrial digital deposition technologies outside of carpet decoration.
The biggest advantage that valvejet has over industrial inkjet is that it can print fluids with a much higher viscosity than industrial inkjet at 1000s cP – much higher than even the Xaar 2002 heads can reach. Further, the fluid supply systems and drive electronics are likely to be simpler, reducing the development and capital costs.
The biggest drawback to valvejet is the larger droplet size compared to inkjet, which results in lower achievable resolution and ejection frequency. However, if your application can tolerate this restriction, then it may well be the best option.
New opportunities for digital deposition
The upshot of these recent developments is that the formulation chemists have considerably greater scope to explore the chemistry and functionality of inks, opening up important new opportunities for digital deposition. For example, polymers with longer chain lengths or higher molecular weights could be incorporated into the inks, enabling improved adhesion, hardness, elasticity, barrier properties or optical properties.
Here we discuss some of the applications we have considered, but we fully expect other applications to come to the fore as people realise the power of these new developments.
Additive manufacturing (3D printing) – a greater range of materials
The limited engineering properties of the materials used in 3D printing is one of the main drawbacks to the adoption of this technology beyond prototyping (the other is speed). The advantages to be found by printing more complex – and therefore viscous – molecules are obvious.
Improved Young’s Modulus, hardness, elasticity, chemical resistance and the like are all huge advantages that could help propel the technology forwards, for example by enabling full-strength production parts rather than ‘looks-like’ design models or prototyping.
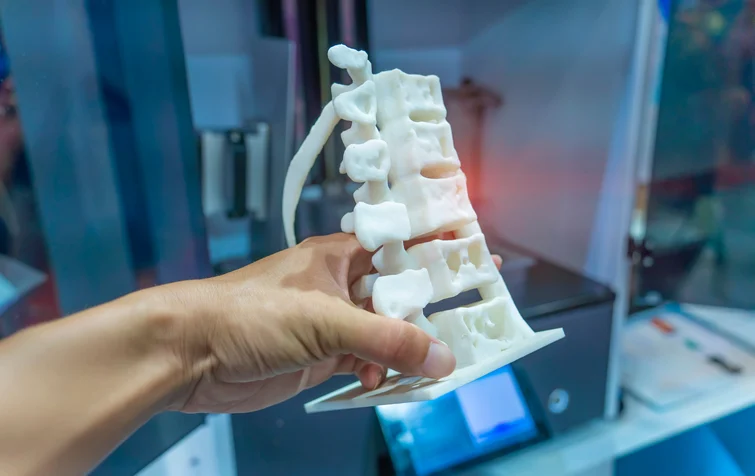
Further, greater freedom to design scaffold materials would allow shapes of greater complexity to be built. As an example, 3D printing has been used to create the midsoles for elite athletes, but could a greater range of materials improve athletic performance or allow the technology to be rolled out to a larger market?
Applications in medical science could also envisaged whereby improved customised prosthetics could be created.
Transport decoration – waste elimination & better application
Cars, planes, trains and trucks have been painted the same way for decades – using the electrostatic rotary bell head. This has been a remarkably successful technology that allows undercoats, paints and over varnishes to be ejected rapidly, enabling high-throughput decoration. There are, however, two major drawbacks:
- It is normal for 30% of the fluid to miss the target, instead floating away as an aerosol. This aerosol must be scrubbed from the air and this requires expensive additional capex. It has been estimated that half the cost of painting a car is dealing with this overspray.
- It is difficult to decorate these forms of transport in a manner that is more complex than a single colour. To get around this, vehicles are masked using tape and plastic film before applying a second colour and drying. This is time-consuming and very expensive.
Imagine if the paint could be printed directly onto the substrate? This means no over-spray and having the ability to decorate the target in one pass.
This is a tough engineering challenge: to achieve this vision, the whole print system must be capable of being placed on the end of a 6-axis robot which means significant modifications to the usual fluid supply system, but the benefits could be staggering, potentially on the order of $10s million per large automotive OEM per annum, for example.
Textile printing – customisation & sustainability
Inkjet has made significant inroads into textile decoration in the past few years. Whilst it is unlikely to ever fully replace screen printing and the like, it certainly has the advantage in customisation and sustainability.
There are other areas where digital printing could bolster this new market:
- Digital deposition of functional materials, particularly for technical clothing such as sportswear or outdoor clothing. The elastic material (often polyurethane based) that is printed on sports clothing can provide multiple functionalities including decoration, support and tactile effects, but to get the required thickness of up to 20 layers may need to be deposited, usually with screen printing. The ability to do this digitally would be very time saving. Also, the ability to customise this step may be of great interest to elite athletes.
- Pre- and post-treatment of textiles is often done in vats of fluids to ensure a uniform coating. Printing these fluids precisely where they are needed could save a lot of wastage and open the space up for further innovation.
Packaging industry – better & more efficient processes
The packaging sector has adopted digital printing enthusiastically with continuous inkjet and industrial inkjet displacing the likes of flexo and screen printing in many applications. Nevertheless, there are limitations and the new developments in inkjet and valvejet could be very attractive to this industry.
- Overprint varnish deposition is a critical step in many applications, particularly corrugated printing. Unfortunately, the best OPVs are too viscous for inkjet and anilox printing is often employed – a severe limitation when the rest of the workflow has been digitised. Adopting the approaches outlined here could deliver a process that allows varnishes with a wider variety of chemistries to be considered. This could deliver better adhesion, gloss, UV protection, etc.
- Many special effects pigments are too big to be printed with inkjet. These include pearlescent, iridescent and metallic pigments that can only be printed with analogue techniques. By using more viscous carriers, these pigments could be sufficiently stabilised to be digitally printed, most likely by valvejet.
Security printing – better assurance & customisation
As with specialty pigments for packaging, many security pigments are large and cannot be printed using industrial inkjet that requires the particle size to be less than 1 µm. However, for some applications, the ability to utilise higher viscosities should enable larger pigments to be stabilised and printed. Custom deposition of such pigments could be transformational – allowing further layers of security to be encapsulated.
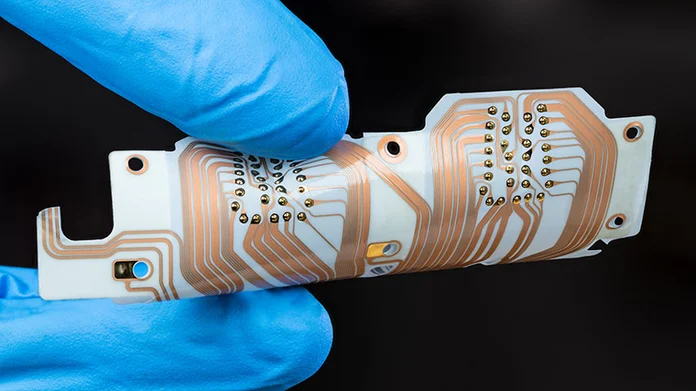
Printed electronics – new materials?
Silver nanoparticle inks are often used with inkjet printing as they deliver two key advantages: sufficiently small particles that are compatible with an inkjet printhead and a low melting point compatible with plastic substrates.
This combination means that conductive tracks can be combined with flexible substrates, offering the possibility of all-printed aerials for RFID tags, for example. Unfortunately, silver nanoparticle inks are very expensive and are most commonly only used for R&D purposes as a result.
Ideally, copper would be a much better material for mass manufacturing as it is approximately 100 times cheaper than silver. However, its chemistry means it is difficult make nanoparticle inks that perform as well as silver.
Copper flake is a viable alternative, but that is incompatible with industrial inkjet as the flake size is often in the order of 5 µm. Would a modern valvejet head with its reduced droplet size and higher nozzle density be a viable way forwards, unlocking printed electronics for a much bigger market?
A future of customisation, lower costs & sustainability
It is clear to 42T that industrial digital deposition is on the verge of another big step forwards in its adoption into new application areas, driven by the ability to print high viscosity fluids.
Whether this needs to be through high-resolution industrial inkjet, or lower resolution valvejet, the promise of product customisation, manufacturing sustainability and lower costs in application areas that are dominated entirely by analogue deposition processes should drive huge commercial advantages.
42T has been working in the area of high viscosity digital deposition for over 10 years and we are uniquely-placed to help companies with this transition. We are experts at process development and have close ties with much of the supply chain, including Xaar.